
Суть трех типов контроля
В производстве деталей для станков или двигателей нельзя просто надеяться на удачу. Ошибка в одной шестеренке может остановить весь завод. Именно поэтому инженеры делят контроль качества на три ключевых этапа. Это не бюрократия, а система страховки от брака.
Когда вы слышите вопрос «Какие три типа контроля выделяют?», речь идет о классификации по времени проведения проверок. В машиностроении это входной контроль, проверка сырья и материалов до начала производства, операционный контроль, мониторинг процесса изготовления в реальном времени и приемочный контроль, финальная проверка готовой продукции перед отгрузкой.
Каждый из этих этапов решает свою задачу. Входной контроль не пускает плохой металл в цех. Операционный следит, чтобы станок не сбился с программы. Приемочный гарантирует, что клиент получит то, за что заплатил. Пропуск любого из них ведет к убыткам.
Входной контроль: фильтр на входе
Все начинается с поставки. Вы заказали сталь марки 45 для валов, но поставщик прислал партию с повышенной хрупкостью. Если вы начнете обработку, детали треснут при нагрузке. Входной контроль - это первый рубеж обороны.
На этом этапе проверяют:
- Сертификаты соответствия на материалы.
- Геометрические размеры заготовок.
- Физико-химические свойства (твердость, химический состав).
- Наличие внешних дефектов (трещины, коррозия).
Инженеры используют спектральные анализаторы для проверки сплава или ультразвуковые толщиномеры. Например, если диаметр стального прутка отличается от нормы более чем на 0.1 мм, его бракуют сразу. Это дешевле, чем испортить дорогой фрезерный станок неправильным сырьем.
Важно понимать: входной контроль часто проводится выборочно. Нет смысла измерять каждую гайку в партии из миллиона штук. Статистика позволяет взять пробу из 50 единиц и сделать вывод обо всей партии. Это экономит время без потери надежности.
Операционный контроль: глаз мастера и датчиков
Представьте, что вы вытачиваете корпус редуктора. Процесс занимает час. Если оператор заметит ошибку только в конце, деталь будет бесполезной. Операционный контроль происходит прямо во время работы.
Этот тип контроля делится на два вида:
- Самоконтроль рабочего. Оператор сам измеряет деталь после каждой операции. Он использует штангенциркуль или микрометр, чтобы убедиться, что размер совпадает с чертежом.
- Контроль мастером или ОТК. Специалист периодически проверяет работу нескольких операторов. Это защита от системных ошибок, когда рабочий привыкает к неверному размеру.
В современных цехах операционный контроль автоматизируют. ЧПУ-станки оснащены датчиками силы резания. Если инструмент затупился, сопротивление металла растет, и станок сам останавливается или подает сигнал. Это пример того, как технологии снижают человеческий фактор.
Без операционного контроля брак накапливается. Одна маленькая неточность на первом этапе становится огромной проблемой на десятом. Поэтому этот этап называют «контролем в процессе».

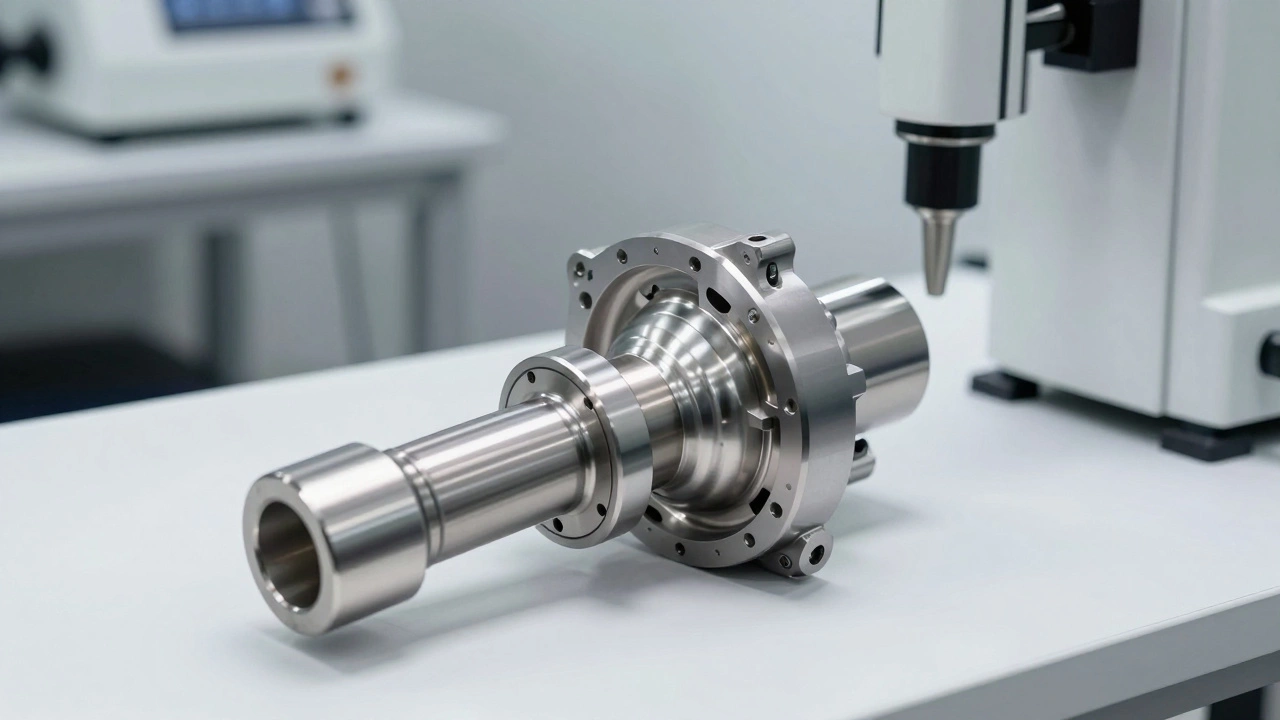
Приемочный контроль: финальный экзамен
Деталь готова. Она прошла все стадии обработки. Но можно ли ее отправить клиенту? Приемочный контроль дает окончательный ответ. Это последний шанс найти дефекты, которые могли появиться при сборке или термической обработке.
Здесь проверяют соответствие изделия техническим условиям (ТУ) или ГОСТу. Инженеры измеряют критические размеры, проверяют шероховатость поверхности и проводят функциональные испытания. Например, собранный двигатель запускают на стенде, чтобы проверить вибрацию и температуру.
Если изделие проходит приемочный контроль, ему присваивают клеймо качества или выдают паспорт. Это документ, подтверждающий, что товар безопасен и работоспособен. Клиент получает гарантию, а производитель избегает рекламаций.
Иногда приемочный контроль включает неразрушающие методы. Капиллярная дефектоскопия помогает найти микротрещины внутри сварных швов, не ломая конструкцию. Это особенно важно для авиационных и автомобильных компонентов.
Сравнение трех типов контроля
| Тип контроля | Когда проводится | Кто проводит | Основная цель | Инструменты |
|---|---|---|---|---|
| Входной | До начала производства | Лаборатория ОТК | Отбраковка сырья | Спектрометры, калибры |
| Операционный | Во время изготовления | Рабочий, мастер | Корректировка процесса | Штангенциркули, датчики ЧПУ |
| Приемочный | После завершения сборки | Инженер ОТК | Подтверждение годности | Координатно-измерительные машины (КИМ) |
Почему нельзя пропускать этапы?
Некоторые менеджеры считают, что операционный контроль избыточен, если есть строгий приемочный. Это опасное заблуждение. Стоимость исправления ошибки растет экспоненциально с каждым этапом.
Исправить ошибку на входном контроле стоит почти ничего - просто вернуть материал поставщику. Исправить ошибку на операционном этапе требует перенастройки станка и времени рабочего. А вот исправление брака после приемочного контроля означает демонтаж узла у клиента, возврат товара и репутационные потери.
Статистика показывает, что 70% производственных дефектов можно выявить на этапе операционного контроля. Игнорируя его, компании теряют деньги на переделках. Три типа контроля работают как сетчатый фильтр: крупные камни ловятся на первой ячейке, мелкие песчинки - на второй, пыль - на третьей.
FAQ
Что такое входной контроль качества?
Входной контроль - это проверка всех материалов, заготовок и комплектующих до их поступления в производство. Его цель - не допустить использование бракованного сырья, которое может испортить всю партию изделий.
Чем отличается операционный контроль от приемочного?
Операционный контроль проводится во время изготовления детали рабочим или мастером для своевременного устранения ошибок. Приемочный контроль happens после полного завершения производства и определяет, можно ли считать изделие годным для отгрузки клиенту.
Кто проводит приемочный контроль?
Приемочный контроль обычно выполняют инженеры отдела технического контроля (ОТК). Они независимы от производственного процесса, что обеспечивает объективность оценки качества готовой продукции.
Можно ли заменить один тип контроля другим?
Нет, каждый тип контроля выполняет уникальную функцию. Замена одного другим приведет к росту брака и затрат. Входной контроль предотвращает проблемы с сырьем, операционный - с процессом, приемочный - с финальным результатом.
Какие инструменты используются для контроля?
Для контроля используют механические приборы (штангенциркули, микрометры), электронные датчики, спектрометры для анализа состава материалов и координатно-измерительные машины для точных геометрических замеров.





Оставить комментарий