Если вы работаете в машиностроении, то знаете: один бракованный подшипник может остановить целую сборочную линию. А один неверно закрученный болт - привести к отказу целого оборудования. Именно поэтому управление качеством здесь - не просто отдел, а жизненно важная система. Но что именно входит в эту систему? Какие предметы, или, если говорить проще, какие элементы, процессы и инструменты реально работают на производстве, чтобы качество не было словом из приказа, а стало привычкой?
Что значит «предметы на управлении качеством»?
Это не список из 10 пунктов в учебнике. Это живые, осязаемые компоненты, которые вы видите каждый день на цеху. Это не абстракции. Это конкретные действия, документы, инструменты и люди, которые вместе создают надежность.
В машиностроении качество - это не только проверка готовой детали. Это то, как вы выбираете материал, как настраиваете станок, как обучаете оператора, как реагируете на отклонение. Всё это - предметы управления качеством.
Стандарты и документы: основа всего
Без четких правил качество - это удача. А в машиностроении удача - не стратегия. Поэтому первым и самым важным предметом являются стандарты. В первую очередь - ISO 9001. Это не просто сертификат на стене. Это система, которая требует:
- Четко прописанных процедур для каждой операции
- Документированного контроля входных материалов
- Фиксации всех отклонений и корректирующих действий
- Регулярного аудита внутренних процессов
Каждый цех в Казани, который работает на заказы для нефтегазовой отрасли, обязан иметь свои рабочие инструкции, привязанные к ISO. Без них - ни один заказ не пройдет проверку. Это не формальность. Это требование рынка.
Также важны технические условия (ТУ), ГОСТы и чертежи. Но не просто их наличие. А то, как они используются. Чертеж - это не картинка. Это команда для производства. Если его не читают или трактуют по-своему - качество рушится.
Контрольные точки: где ловят ошибки
Качество не проверяют в конце. Его ловят на каждом шаге. Это и есть контрольные точки - ключевые этапы, где ошибка ещё может быть исправлена без потерь.
Например:
- Приемка сырья - каждый лист стали, каждый слиток алюминия проверяется по сертификату и измеряется толщина, твердость, химсостав.
- Настройка станка - перед запуском цикла оператор проверяет параметры: скорость, давление, температура. Если отклонение больше 2% - станок не запускают.
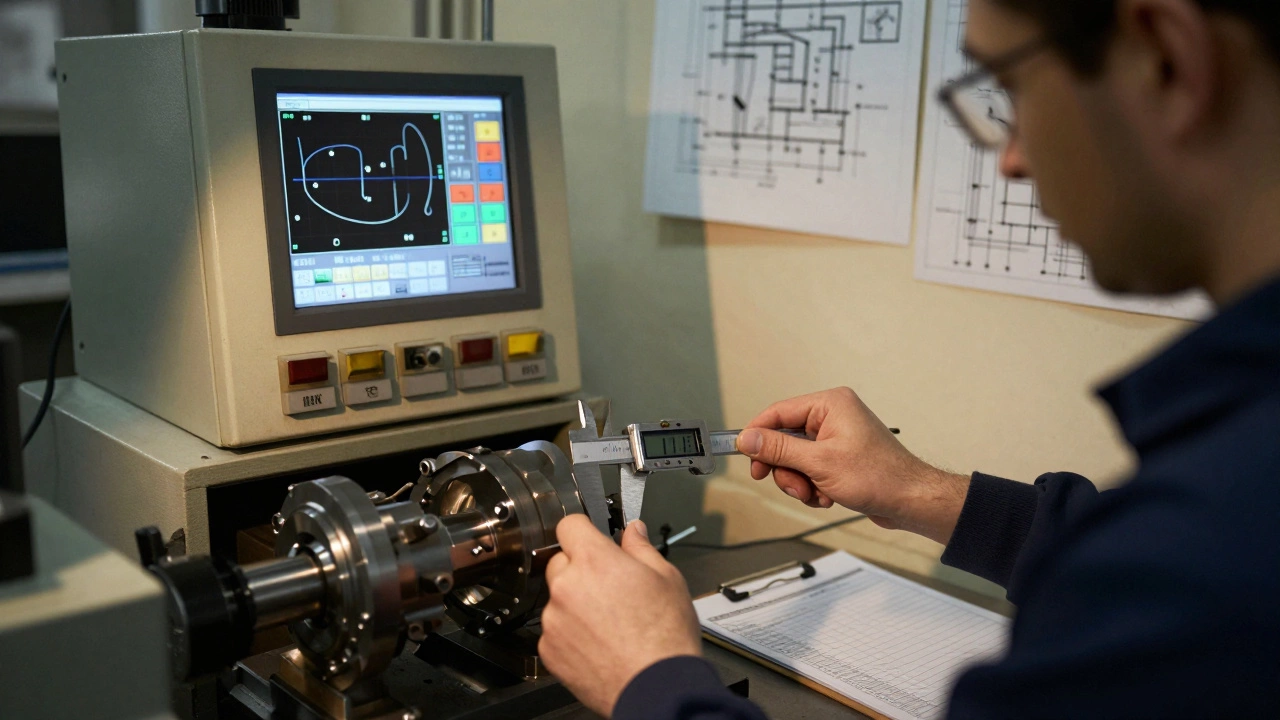
- Промежуточный контроль после фрезерования - деталь измеряется по ключевым размерам с помощью микрометра или цифрового калибра. Результат фиксируется в журнал.
- Финальная проверка - каждая собранная единица проходит через испытательный стенд. Для насосов - давление, для редукторов - вибрация, для валов - биение.
Эти точки не придуманы на бумаге. Они созданы на основе реальных сбоев. Кто-то когда-то собрал редуктор, который вибрировал - и теперь каждый редуктор проходит виброанализ. Это - опыт, превращенный в систему.

Инструменты контроля: не просто измерять, а понимать
Качество не измеряют линейкой. Его измеряют точными приборами. Но не только потому, что они дорогие. А потому, что без них вы не видите, что происходит.
Вот что реально используется:
- Цифровые калибры и микрометры - с памятью, с передачей данных в систему. Не просто цифры - а история измерений.
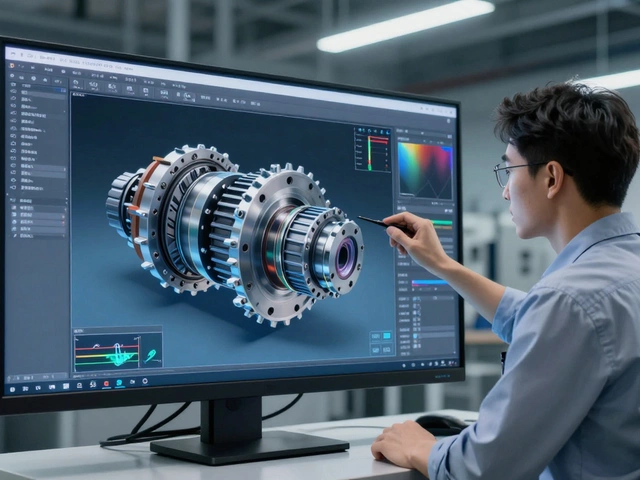
- Контрольно-измерительные машины (КИМ) - для сложных деталей. Они сканируют форму и сравнивают с CAD-моделью. Погрешность - до 0,005 мм.
- Ультразвуковые дефектоскопы - проверяют сварные швы на внутренние трещины. Без них нельзя сертифицировать оборудование для давления.
- Вибродиагностические системы - анализируют работу подшипников и валов в реальном времени. Уже не ждут поломки - предсказывают её за 72 часа.
Важно: инструменты должны быть калиброваны. Каждый калибр - в своей группе. Каждый месяц. Каждый год - на поверке. Если калибр не проверен - его показания не имеют юридической силы. Это не рекомендация. Это требование закона.
Люди: главный элемент системы
Самый недооцененный предмет управления качеством - это люди. Не отдел контроля. Не менеджеры. А каждый оператор, наладчик, лаборант.
Вот что работает:
- Обучение на рабочем месте - не раз в год, а постоянно. Новый оператор работает с наставником минимум 2 недели. Не просто показывают - проверяют, что он понял.
- Система предложений по улучшению - если оператор замечает, что деталь часто бракуется на 3-й операции - он пишет предложение. За него - бонус. За 2025 год в одном из заводов Казани 73% брака сократилось именно благодаря таким предложениям.
- Поведенческие нормы - не надеть шапку на станок? - остановка. Не снять перчатки при работе с деталями? - переработка. Это не жесткость. Это защита от ошибки.
В машиностроении качество - это не то, что делает отдел. Это то, что делает каждый. Если оператор не чувствует ответственности - никакие стандарты не спасут.

Обратная связь и корректирующие действия
Ошибка - это не конец. Это начало улучшения. Главный предмет управления качеством - это не контроль, а реакция.
Когда деталь бракуется, не просто отбраковывают. Составляют отчет о несоответствии. В нем пишут:
- Что сломалось
- Где и когда
- Почему произошло
- Что сделали, чтобы не повторилось
Это не бумажная волокита. Это механизм обучения. В 2025 году на одном из заводов в Татарстане 80% всех браков были связаны с одной причиной - неправильной настройкой зажима. После анализа и переподготовки операторов - брак сократился на 92% за 3 месяца.
Корректирующие действия - это не разовое исправление. Это изменение процедуры, пересмотр инструкции, переподготовка. Без этого качество - временный эффект.
Цифровизация: от бумажек к данным
Система качества в 2026 году - это не папки с журналами. Это цифровая система. Каждое измерение, каждое отклонение, каждое предложение - попадает в единую платформу.
Вот что уже работает:
- Мобильные приложения для операторов - они фотографируют брак, прикрепляют комментарий, отправляют в систему.
- Датчики на станках - передают данные о вибрации, температуре, нагрузке в реальном времени.
- AI-анализ - система сама выявляет паттерны: например, брак растет после обеда - значит, усталость оператора влияет на точность.
Цифровизация не заменяет людей. Она дает им силу: видеть тренды, предугадывать проблемы, действовать до того, как случится сбой.
Заключение: качество - это система, а не отдел
В машиностроении нет «отдела качества». Есть система, в которой каждый элемент - от материала до оператора - работает как часть единого механизма. Каждый предмет - стандарт, инструмент, человек, процедура - имеет свою роль. Пропустить один - и система дает сбой.
Если вы хотите улучшить качество - не ищите новые программы. Не покупайте дорогие приборы. Начните с проверки: есть ли у вас четкие процедуры? Проверяются ли инструменты? Обучают ли операторов? Реагируют ли на ошибки? Если ответ - да, то качество у вас уже есть. Если нет - тогда вы не управляете качеством. Вы просто надеетесь.
Какие стандарты обязательны для управления качеством в машиностроении в России?
В России для машиностроения обязательны ГОСТ Р ИСО 9001, а также отраслевые стандарты, например, ГОСТ 27.002-2015 (управление качеством в машиностроении) и ГОСТ Р 50941-2019 (требования к системам управления качеством в производстве оборудования для нефтегазовой отрасли). Без сертификации по этим стандартам невозможно получение заказов от крупных промышленных предприятий.
Что делать, если операторы не хотят заполнять журналы контроля?
Проблема не в лени, а в неясности. Если заполнение журналов - это «ещё одна бумажка», люди не будут это делать. Нужно показать, как это помогает им. Например: если данные фиксируются в системе, то станок автоматически предупреждает о настройке перед циклом. Или если брак снижается - все получают бонус. Сделайте процесс полезным, а не обязательным.
Как часто нужно калибровать измерительные приборы?
Калибровка зависит от типа прибора и условий использования. Для цифровых калибров и микрометров - раз в 6-12 месяцев. Для КИМ и ультразвуковых дефектоскопов - раз в год, с обязательной поверкой в аккредитованной лаборатории. Если прибор используется в агрессивной среде (пыль, вибрация, перепады температуры) - интервал сокращается до 3-4 месяцев.
Можно ли управлять качеством без цифровых систем?
Можно, но с ограничениями. Бумажные журналы работают, если производство небольшое и не меняется. Но как только вы начинаете масштабироваться - ручной учет становится узким местом. Ошибки в записях, потеря данных, задержки в анализе. Цифровые системы не обязательны, но они делают управление качеством эффективным, а не тяжелым.
Как понять, что система качества работает?
Есть три простых признака: 1) Брак снижается без резких мер - значит, система предотвращает ошибки. 2) Операторы сами предлагают улучшения - значит, они вовлечены. 3) Заказчики не жалуются на качество - значит, вы не просто «проходите аудит», а реально делаете надежную продукцию. Если эти признаки есть - система работает.





Оставить комментарий